製油所や化学プラントなど、広大な敷地に設置された設備の巡視点検業務に異音検知を活用する取り組みをご紹介します。
製油所や化学プラントなど、広大な敷地に設置された設備の巡視点検業務に異音検知を活用する取り組みをご紹介します。
製油所や化学プラントでは、広大な敷地に液体や気体を循環させるポンプなど多くの装置が稼働しています。これらの装置が健全に動作するためには日常のメンテナンスが必要です。メンテナンス作業は設備保守の担当者が巡視し目視や音で状態を確認しています。
このような現場では、周辺の環境音が大きいため対象とする装置の判断がしにくいという課題があります。装置が一定の動作ではなく、動作によって音が変化する場合には判断がより難しくなります。また、音の経年変化を診断したい場合には以前の音を覚えている必要があるため、人による判断は非常に難しいといえます。


巡視点検業務では、以下のようなニーズがあると考えています。
高騒音下でも対応出来ます
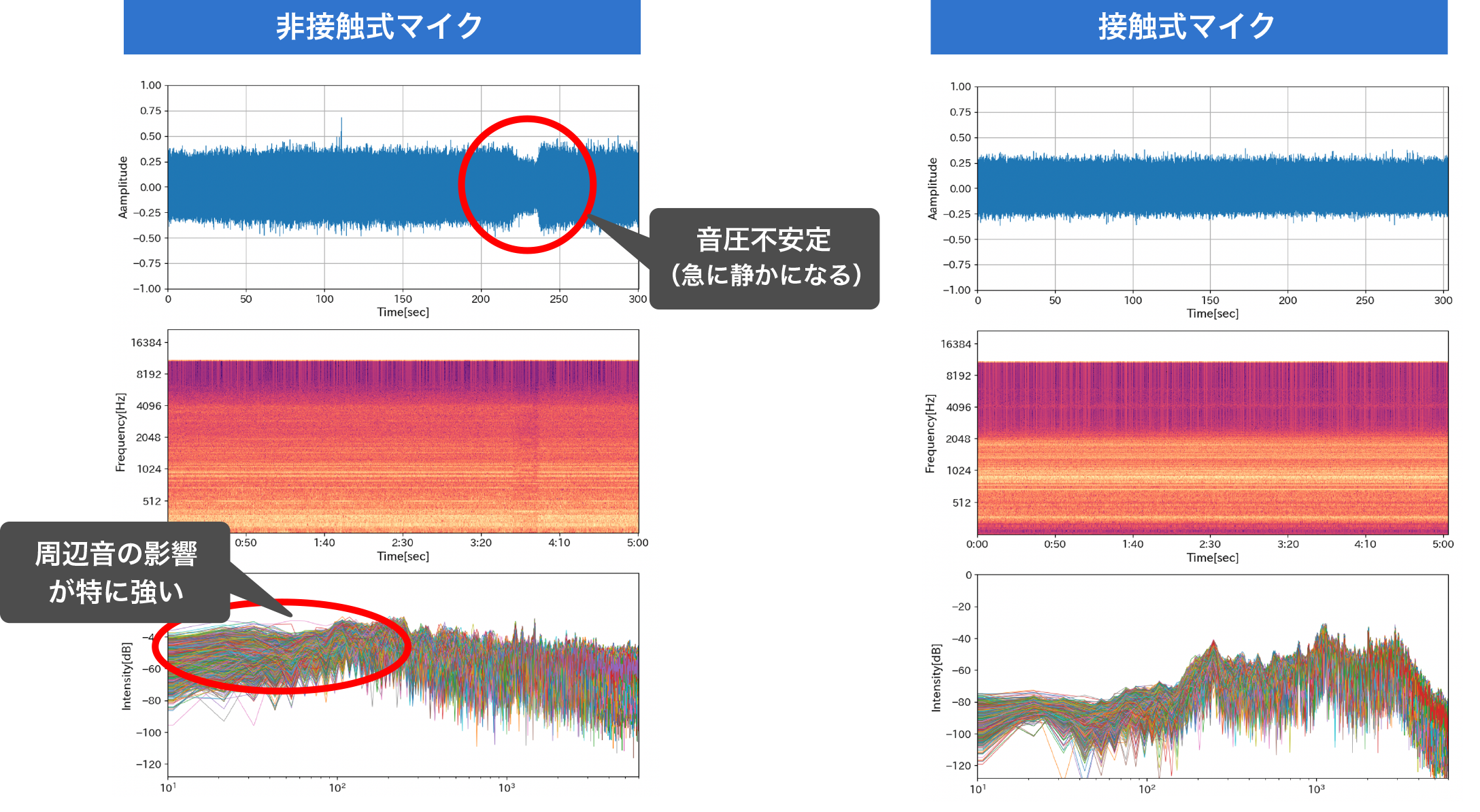
高騒音下で装置の音を収集し判断する場合、通常のマイクでは低周波ノイズが多く乗ってしまいます。その音をそのまま使用することは出来ないのでノイズを取り除く工夫が必要ですが、一旦ノイズが混ざった音から装置の音だけを取り出すことは困難です。そこで、弊社では接触式マイクを開発しました。これは医者の聴診器のように装置に直接接触させて音を収集するため明瞭に音を捉えることが出来ます。
正常音のみでも大丈夫です
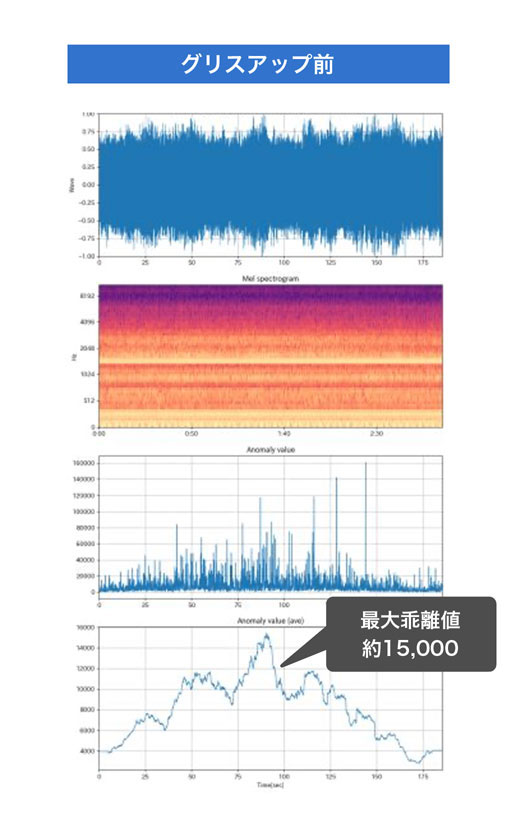
現場の装置は、適切にメンテナンスして運用していれば故障することは稀です。故障する前後で装置の音を録音出来れば判定精度は上がりますが、故障が発生するまで録音を常時継続することは現実的ではありません。弊社では教師データなしの機械学習モデルにより音を判別します。この方法は、正常時の音を集め、その音から正常音のモデルを作り、測定した音と正常音モデルが、どの程度異なっているのかを統計的に計算し数値化する方法です。この方法を用いれば、故障時の音を録音することは必須ではありません。
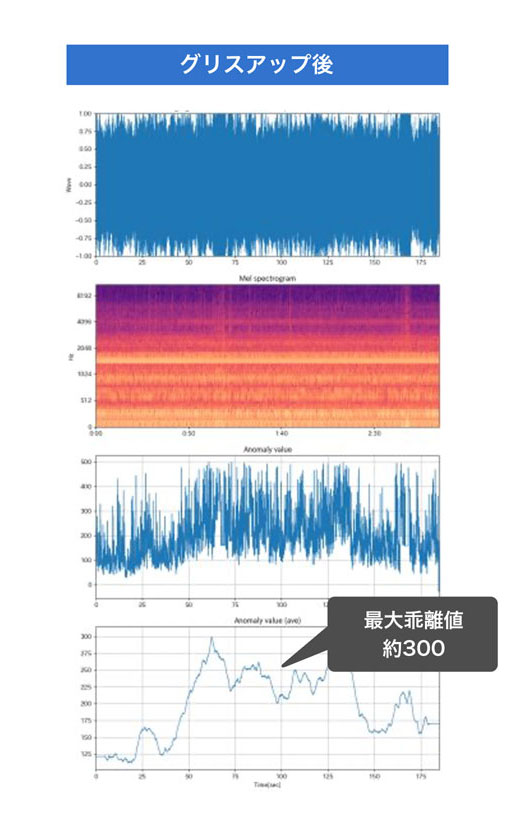
個体間の違いや経時変化が定量化出来ます
装置の様々な運転モードの音を用いてモデルを作ることにより、運転モードが変化しても正常時からの状態変化を数値化することが可能です。また、基準となる正常音モデルで検査時の音を評価することで、人によらない定量的な評価が可能となり、個体間の差や経時変化も数値化出来るため適切な保守タイミングの判断に用いることが出来ます。

異音検知をモーター又はモーターを組み込んだ商品の出荷検査業務に適用する事例をご紹介します。

製油所や化学プラントなど、広大な敷地に設置された設備の巡視点検業務に異音検知を活用する取り組みをご紹介します。

風力発電機の遠隔監視に関するニーズや課題に対する取り組みをご紹介します。