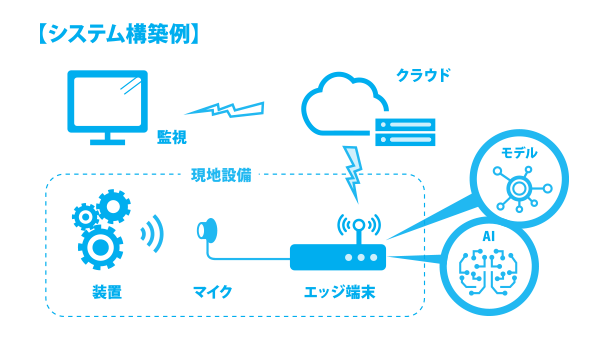
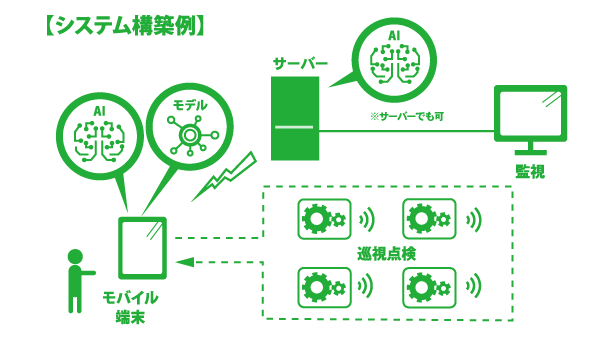
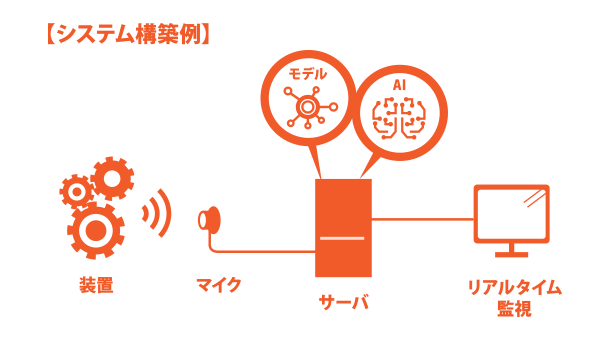
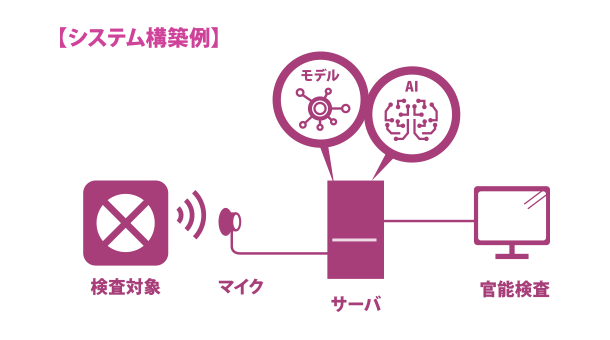
装置の状態を監視する4つの用途
正常時の音の音圧(音の大きさ)、周波数より音の特徴量を抽出し、機械学習によりクラスタ分割を含むモデル化を行います。ある音を測定した際に最も適合するクラスタモデルからの乖離値を計算することで正常時の音との乖離を求め、異常を検知します。
突発音検出
突発的に発生する異音の検知です。装置自体あるいは装置が生産する製品の不良などにより異音が発生することがあります。この突発的に発生する異常音を検知すれば、故障を判断することが出来るかもしれません。
また、装置によっては特別のタイミングで音が発生し常時発生する音と異なるケースもあります。このような特別なタイミングで発生する音を捉えて評価することも可能です。
動作音の時間変化
音のトレンドの変化を知るための使い方です。装置の経年劣化とともに装置音が変化する場合があります。
時間とともに変化をする音の変化を定量的に捉えることが出来れば、装置の状態がどのように変化してきたのかを知ることが出来ます。
また、装置がメンテナンスをしなければならない限界がわかれば、装置をあとどれだけ使用出来るのかの判断として使うことも出来るかもしれません。
動作音の個体差
対象の個体差を知るための使い方です。同じ製品を製造しても、製品には品質のばらつきがあるため製品の音自体もばらつきが生じます。個体ごとに音の状態を記録し比較することにより個体差を明確に出来ます。
例えば完成品の検査などで人が耳で聞いて判断している工程を自動化出来るかもしれません。
動作音の変化の原因
長期間・十分な量のデータを集めることが出来れば、最新のAIにより故障のパタンを学習させ、どの部位が故障したのかや、故障する兆候があるのかまでわかるかもしれません。そのとき、装置の音以外のデータもあわせて解析すれば解析の精度向上が見込めます。